今天客户寄来一个工件需要把焊缝满焊一下
产品材质是不锈钢304材质,我们用二保焊焊接
焊丝:1.0mm
气体:15L/min
电压:150A 电流:23V
气体:混合气体(20%二氧化碳+80%氩气AR)
由于焊缝比较大需要用到摆焊工艺
在程序中需要先启动焊接工艺,之后是摆焊工艺。运行程序轨迹,停止焊接是先停止摆焊工艺,再停止焊接工艺。
焊接过程
最后焊接效果
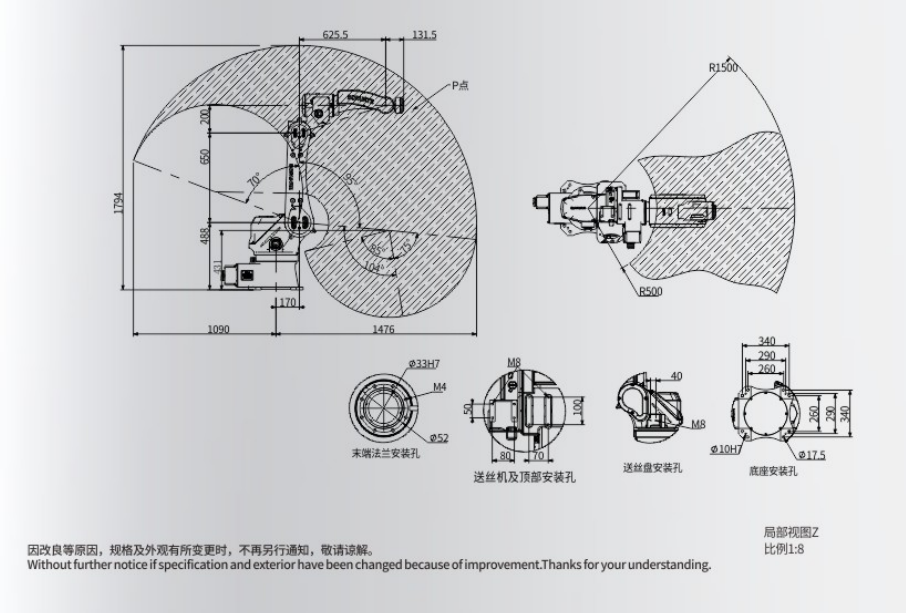
产品参数
安工18010008226微信同步