
焊接工件名称:防护栏 产品实物:无 材质:铁 对被焊工件的要求 工件误差:包含精度误差、位置误差、焊缝间隙误差; 1、工件焊缝周围10mm内不能有影响焊接质量的油、水分和氧化皮; 2、人工放料时,整体工件的尺寸偏差不能超过 ±1mm; 4、马口处对接焊缝间隙小于0.5mm,大于0.5无法保证焊接品质; 备注:最终以技术协议为准。 
焊接电源解析(气保焊) Ehave CM350AR是麦格米特公司为全球金属加工制造推出的一款为自动焊接系统配套的全数字 IGBT 逆变 CO 2 /MAG/MMA 多功能焊接机。它以出色的电弧特性、可靠性以及高效率为客户带来更高品质更高效率的焊接体验和价值,帮助客户在产品金属焊接加工环节上超越竞争对手,确保客户精力集中于焊接以外的核心业务,从而让客户脱颖而出。 
焊枪、防碰撞传感器解析: 防碰撞传感器:是为机器人焊枪设计急停机构,在机器人焊枪与障碍物发生碰撞时,它能提供可靠的停运功能,保护焊枪免于机械损伤。 
设备设计技术规格: 1、使用条件:电源AC220V/380V~15A,气源气压0.55-0.7Mpa 2、设备各部件使用材料定义说明: 2.1气动组件:气缸及配件正常使用寿命可达1-3年的时间; 2.2供电部分:由断路器、开关电源等组成,形成短路保护和稳定的DC输出; 主控部分:由华成系统和驱动器组成,有利于日后的维护和固件升级; 监控部分:采用****品牌系列传感器进行各工作位置自动检测; 操作部分:采用华成触摸屏操作面板控制方便操作维护使用; 2.3机构部分:零件材料为钢材或合金铝制作,零件外观电镀或阳极防锈处理; 2.4方案包含设备: 1、六轴焊接机器人1台(型号:伯朗特BRTRWD1506A); 2、焊机焊枪1套 3、定位工装2套; 4、机器人底座1套 整体3D布局图 

工装结构 
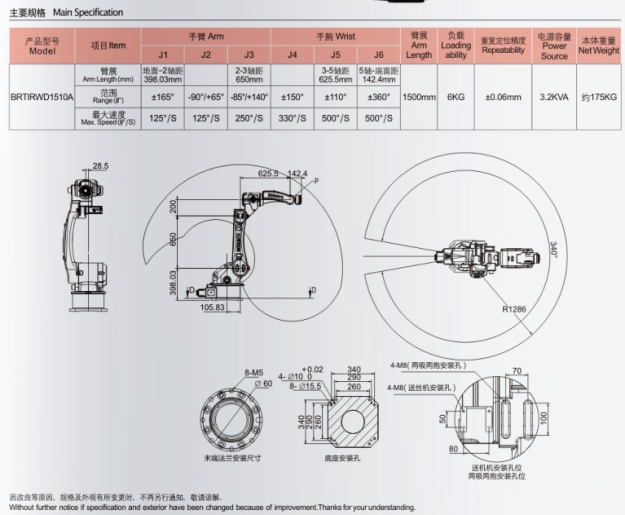
机器人动作与行程模拟 
机器人焊接工件最远端 
机器人焊接工件最近端 工作流程 1、人工将零部件放置到工装1与工装2上 2、机器人开始焊接工装1上的工件,工 装1上焊接完成后,焊接工装2上的工件 3、机器人在工装2上焊接的同时。操作员将工装1上的工件翻面,等待机器人焊接 4、工装2焊接完成后,机器人到工装1上焊接工件的反面 5、此时人工将工装2上的工件翻面,等待机器人焊接 6、工装1上的工件反面焊接完成后,机器人到工装2上焊接 7、此时人工将工装1上的成品取下,重新放上零部件,等待焊接 8、如此往复循环 
产品介绍 
安工18010008226微信同步
上一篇:伯朗特BRTIRWD1506A工业六轴机器人自动焊接及上下料机械臂项目书(AY) |


