
设计目标与要求: 1.设计目标:使用机器人结合定位工装,实现机器人自动上下料,自动焊接,解决人工作业造成的操作繁琐,效率低,劳动强度大,对身体伤害大等问题。 2. 工件尺寸(规格型号:30*30 40*40 50*50方管 底板尺寸如图)   
场地面积需求: 
本工作站是专为贵司所订制,用于机器人给产品做连续自动焊接及上下料使用。工作站主要由以下几部份构成: (1)、高强度焊接钢构治具底座; (2)、产品工装三套(上片料、上方管、焊接各一套); (3)、伯朗特六轴机器人2套(其中焊接专用机器人一套); (5)、机器人专用焊接系统一套; (6)、安全防护装置一套; (7)、操作控制电柜; (8)、焊枪清枪器一套; (9)、成品换料专用地轨; (10)、伺服上料装置一套(上片料); 
焊接工装结构及工作原理:
结构:控制按钮,底座支架、可调节定位支架、自动定位装置 动作流程: 1:机械手将方管放到定位块上; 2,定位气缸推动管子定好位置; 3:机器人抓取底板片料放至定位面; 3:焊接机器人焊接两面; 4:机器人旋转工件旋转180度依次焊接下两面; 3:六轴机械手将成品抓走,依次循环 
伺服片料结构及工作原理:
结构:钢结构伺服自动定位上料装置
动作流程 1:人工将底板片料工件放到上料位上 (单工位可放100片,三工位放满可容纳 300片) 2:工件定位位置 3:伺服模组(移至工件料仓位置,一次 吸取一片,移动至焊接工装处放置工装 定位区域内) 4:气缸取料装置(采用海绵吸盘,所有 型号都可吸取) 
方管上料装置结构及工作原理:
结构:上料工装
动作流程 1:人工一次放置300根方管至上料台 2:机器人依次抓取最下面一根工件放至 焊接工装(取完一层后感应开关感应无料, 自动取下一层) 3:依次循环 
焊接工位工作流程:
动作流程 1:取管料及方成品机器人将管料取出对准焊接位并保持动作 2:焊接机器人依次将四个面一次焊完 3:取管件及放成品机器人将成品抓取至放料仓 4:依次循环 (料仓和待加工片料及管料数量依12h加工时间设计,预计300件) 
成品收集地轨及工装结构及工作原理:
结构:钢结构气动自动定位地轨装置
动作流程 1:人工将两个成品收集工装放到地轨 定位装置上,靠紧定位块(单工位可放 150件,双工位放满可容纳300片) 2:工装定位位置 3:满料感应装置(感应成品放满后, 自动切换位置到空料仓,继续码垛) 
动作分解: 1:人工将工件按要求放置在上料位料仓内(底板片料以及管料) 2: 取片料伺服装置将片料取出放至焊接移载工装定位块内,移载气缸将载具拉回至焊接位,定位气缸将底板铁片定位好。 3、取管料机器人将管料取出对准焊接位料口,保持夹持动作焊接,机器人焊接两面焊缝 4、上面焊完后取片料机器人将工件旋转180度继续焊接,依次焊好四个面 5:焊好后取管件机器人将成品并放置于成品料仓 6:一号成品料仓满料后自动切换 7:依次循环 
工作流程: 1:1号取片料伺服机构将片料去处并移载至2号焊接工装接片料位 2: 2号移载工装将片料移载至焊接位 3、4号机器人抓取3号上料区底下一只管件移至2号工装台物料对接,焊接机器人焊开始接 4、焊接完成后4号机器人直接将成品放至6号成品料仓 5:6号成品料仓满料后自动切换料仓继续码垛。 
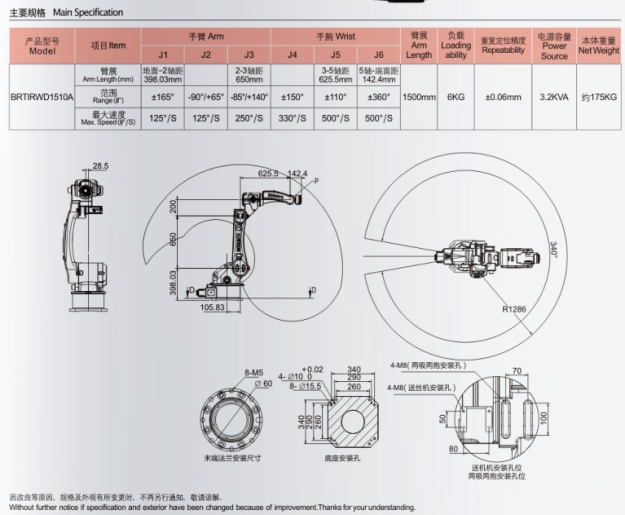
产品介绍 
安工18010008226微信同步
上一篇:伯朗特BRTIRWD1506A工业六轴机器人低碳钢椅子焊接机械臂项目书(AY) |











